Бруски двухсторонние заточные, шлифовальные, доводочные
Мы предлагаем Вам произведенные на нашем предприятии двухсторонние алмазные заточные и доводочные бруски.
Двухсторонние бруски на металлической и органических связках широко применяются для заточки и доводки лезвийного инструмента: ножей, лезвий бритв, стамесок и другого домашнего и хозяйственного инструмента как в ручном режиме, так и в специальных приспособлениях для заточки инструмента.
Бруски двухсторонние на органических связках
Бруски на алюмоорганическом прессованном корпусе
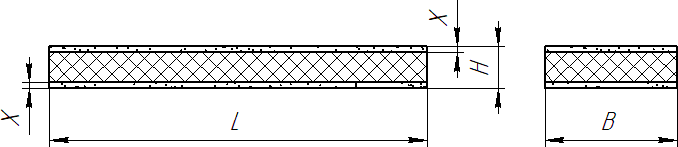
| Обозначение бруска | L, мм | B, мм | H, мм | X, мм |
|---|---|---|---|---|
| 100×17×10×1×1 | 100 | 17 | 10 | 1 |
| 105×16×20×1×1 | 105 | 16 | 20 | 1 |
| 120×35×10×1×1 | 120 | 35 | 10 | 1 |
| 150×16×10×1×1 | 150 | 16 | 10 | 1 |
| 150×25×10×1×1 | 150 | 25 | 10 | 1 |
| 150×35×10×1×1 | 150 | 35 | 10 | 1 |
| 200×16×10×1×1 | 200 | 16 | 10 | 1 |
| 200×25×10×1×1 | 200 | 25 | 10 | 1 |
| 200×35×10×1×1 | 200 | 35 | 10 | 1 |
| 200×83,4×10×1×1 | 200 | 83,4 | 10 | 1 |
При изготовлении бруска 105×16×20×1×1 с дополнительным хвостовиком, его можно применять в заточных системах типа Lansky.
Бруски на корпусе из листового алюминия
| Обозначение бруска | L, мм | B, мм | H, мм | X, мм |
|---|---|---|---|---|
| 100×17×10×2×2 | 100 | 17 | 10 | 2 |
| 150×25×14×3×3 | 150 | 25 | 14 | 2 |
| 200×35×12×2×2 | 200 | 35 | 12 | 2 |
| 200×83,4×12×2×2 | 200 | 83,4 | 12 | 2 |
Брусок двухсторонний 150×25×6×3×3 на металлической связке MS-1

Пример заказа:
Брусок двухсторонний 120×35×10×1×1 АС6 125/100 – АС6 50/40 25% В2-01/В1-10
Также мы можем предложить индивидуальное решение по запросу Клиента
При выборе инструмента Вам может помочь:
Для производства заточных брусков используют синтетические алмазные шлифовальные порошки марок АС4, АС6 и микропорошки марок АСМ (нормальной абразивной способностью) и АСН (повышенной абразивной способностью).
Для черновой, чистовой заточки и доводки используются шлифовальные порошки с диапазоном зернистостей от 250/200 мкм до 50/40 мкм. Для чистовой (тонкой) доводки и полирования используются микропорошки марок АСМ (нормальной абразивной способностью) и АСН (повышенной абразивной способностью) с диапазоном зернистостей от 60/40 мкм до 0,5/0 мкм. Мы рекомендуем микропорошки с зернистостью менее 3/2 мкм использовать в виде Алмазных паст.
При выборе концентрации алмазов, за основную рекомендуется принимать относительную концентрацию равную 100%, содержащую 4,4 карата алмаза в 1 см3 алмазного слоя (1 карат равен 0,2 г). Переход к другой концентрации необходимо обосновывать экспериментально. Бруски могут выпускаться с концентрацией 100%, 50% и 25%.
В производстве двухсторонних брусков применяется четыре вида органических связок: В2-01, В1-10, В2-01М и OSB, а также металлическая связка MS-1.
Как правило, в двухсторонних брусках на прессованном корпусе по умолчанию используются две связки. Это В2-01 – она используется на стороне с более крупным зерном (цвет серовато-зеленый) и В1-10 – она используется на стороне с более мелким зерном (цвет красноватый из-за меди). Такое сочетание связок применяется для удобства применения брусков пользователями во время работы. По свойствам эти связки различаются. Связка В1-10 более твердая.
Для двухсторонних брусков, сделанных на корпусе из листового алюминия (марка «Премиум»), вместо связки В1-10 используется связка В2-01М. Эта связка по свойствам ничем не отличается от В2-01, за исключением добавления небольшого количества меди, также, для удобства Пользователей, демонстрируя красноватым оттенком сторону с более мельчайшей зернистостью.
Связки В2-01, В1-10, В2-01М – это связки, в которых помимо алмаза (кубического нитрида бора) абразивной добавкой является карбид бора. Это достаточно твердый, но хрупкий материал. Он на одну–две фракции мельче алмаза, используемого в инструменте. Карбид бора из-за своих свойств позволяет связке самозатачиваться. Он постепенно разрушается и выкрашивается из нее, тем самым оголяя новые зерна алмаза.
В последнее время широкое распространение приобрела связка OSB. Это органическая связка и она производится без карбида бора (из абразива в ней присутствует только алмаз или кубический нитрид бора). Она гораздо мягче вышеперечисленных связок и применяется с зерном 20/14 мкм и меньше. Для того, чтобы иметь возможность отслеживать в производстве правильное расположение сторон бруска, в этой связке используют два вида органического красителя. Желтый краситель применяется для стороны с более крупным зерном, а красный краситель – для стороны с более мелким зерном.
Новейшей нашей разработкой является металлическая связка MS-1. Это медно-оловянная связка в состав которой также входит дополнительный абразивный наполнитель – карбид кремния. Он на зернистость мельче зернистости алмазного порошка. Совокупность алмаза и карбида кремния дает быстрый и эффективный съём металла при заточке, а так же позволяет производить правку бруска в домашних условиях на притирочных поверхностях. Связка MS-1 имеет более высокие характеристики по износостойкости в сравнении с органическими. Для данной связки минимальной границей диапазона зернистостей применяемых микропорошков является 7/5 мкм.
Во время работы рекомендуем в качестве СОЖ (смазочно-охлаждающей жидкости) использовать самые доступные и универсальные средства. Это либо простая вода, либо мыльный раствор воды (добавить немного любого моющего средства, шампуни). Ее использование позволяет выводить шлам из зоны заточки более эффективно. Можно не использовать СОЖ, но бруски будут быстрее засаливаться, т.е. терять свои режущие способности.
Со временем брусок может засаливаться и на рабочей поверхности будет образовываться зона износа. Брусок будет требовать обновления рабочей поверхности. Засаливание легко устраняется пемзой, либо абразивным бруском (просто очищается поверхность). Выравнивание, более трудоемкая операция. Брусок выравнивается на притирочной ровной поверхности (стальном, чугунном притире; стекле или ровной поверхности из других материалов) карбидом кремния зеленого (или черного). Для выравнивания, чистки загрязненной поверхности можно использовать абразивный материал на одну-две зернистости крупнее правимого/зачищаемого бруска. В производстве применяется достаточно универсальный размер карбида кремния, используемый для вскрытия абсолютно всех фракций алмаза – это F120 (125/100 мкм). Притирать рекомендуем так же с использованием СОЖ.
Заточка, доводка ножей производится за несколько приемов меняя зернистости от крупного алмаза пошагово к более мелкому. Химический состав сталей, степень закалки ножей разные, поэтому универсальной рекомендации по подбору брусков не существует. Заточник опытным путем подбирает свою линейку зернистостей.
Самыми широко используемыми зернистостями являются следующие:
200/160; 160/125; 100/80; 50/40; 20/14; 7/5; 3/2; 1/0.
| Стандарт РФ ГОСТ 9206, мкм | Стандарт РФ ГОСТ Р 53922 | Стандарт США ASTME 11-70, меш | Международный стандарт FEPA | Назначение |
|---|---|---|---|---|
| 250/200 | D251 | 60/70 | D251 | Ремонтные работы, связанные с интенсивным съёмом металла, восстановление и изменение формы и профиля клинка и самой режущей кромки |
| 200/160 | D213 | 70/80 | D213 | |
| D181 | 80/100 | D181 | ||
| 160/125 | D151 | 100/120 | D151 | Удаление следов обдирочных операций, шлифовка и основные работы по заточке. Получение заранее заданных геометрических параметров клинка и режущей кромки |
| 125/100 | D126 | 120/140 | D126 | |
| 100/80 | D107 | 140/170 | D107 | |
| 80/63 | D91 | 170/200 | D91 | |
| D76 | 200/230 | D76 | ||
| 63/50 | D64 | 230/270 | D64 | |
| 50/40 | D54 | 270/325 | D54 | |
| D46 | 325/400 | D46 | ||
| 60/40 | 400/500 | M63 | Удаление следов шлифовки поверхности клинка, чистовая заточка и доводка режущего инструмента | |
| 40/28 | 500/600 | M40 | ||
| 28/20 | 800 | M25 | ||
| 1000 | ||||
| 20/14 | 1200 | M16 | ||
| 14/10 | 1500 | M10 | Правка режущих кромок, полировка поверхности | |
| 1800 | ||||
| 10/7 | 2000 | |||
| 7/5 | 3000 | M6,3 | ||
| 5/3 | 5000 | M4,0 | ||
| 3/2 | 8000 | M2,5 | ||
| 2/1 | 12000 | M1,6 | ||
| 2/0 | 14000 | M1,0 | ||
| 1/0 | 60000 | |||
| 0,5/0 | ||||
Односторонние заточные и доводочные бруски
Заточные и доводочные бруски ручные
Приспособление для заточки ножей
© ОАО "Венфа",
ОАО "ВеАл"
1975 - 2024
Наш дистрибьютор
VIDBRUSOK.RU
8 (48745) 2-53-14
301320, Россия, Тульская обл., г. Венёв, ул. Международная, 4
Made with love AlexVerst